在俄罗斯生产飞机发动机
JSC“乌法发动机制造生产协会”是最大的开发商和制造商 飞机 发动机价格俄罗斯。 超过20万人在这里工作。 UMPO是联合发动机公司的一部分。
企业的主要活动是涡轮喷气飞机发动机的开发,生产,维护和修理,直升机机组的生产和修理,石油和天然气工业的设备生产。
UMPO批量生产用于Su-41S飞机的AL-1F-35S涡轮喷气发动机,用于Su-31和Su-31系列的AL-27F和AL-30FP发动机,用于Ka和Mi直升机的单独装置,AL-燃气轮机驱动器俄罗斯天然气工业股份公司天然气泵站的31ST。
在该协会的领导下,正在为第五代战斗机PAK FA(前线航空的有前途的航空综合体T-50)开发一种有前途的发动机。 UMPO参与合作为俄罗斯最新的MS-14客机生产PD-21发动机,参与VK-2500直升机发动机的生产计划,以及为MiG飞机改造RD型发动机的生产。
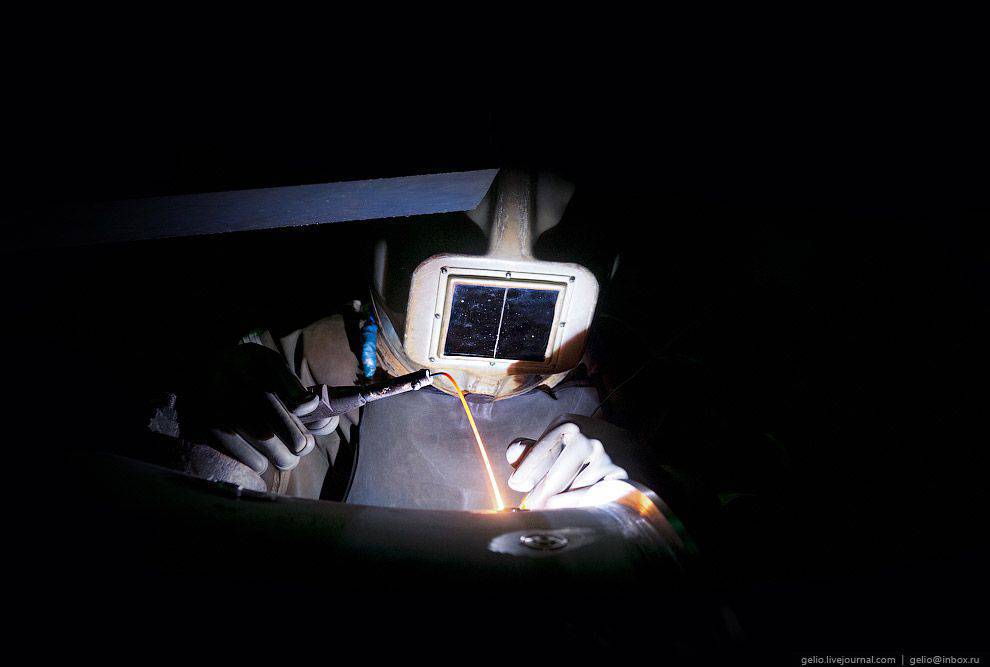
1.在“ Atmosphere-24”可居住的室内进行焊接。 发动机生产中最有趣的阶段是在居住室内最关键的单元进行氩弧焊,这确保了焊缝的完全密封性和准确性。 特别是对于UMPO,列宁格勒研究所“普罗米修斯”于1981年创建了俄罗斯最大的焊接区之一,由两个装置“ Atmosfera-24”组成。

2.根据卫生标准,工人每天在牢房中的停留时间不得超过4,5个小时。 早晨-检查西服,进行医疗检查,然后才能开始焊接。
焊工们穿着轻便的太空服前往Atmosfera-24。 它们通过气闸的第一扇门进入腔室,将空气连接软管,关闭门并将氩气供应到腔室。 排空空气后,焊工打开第二扇门,进入燃烧室并开始工作。

3.在纯氩气的非氧化环境中,开始焊接钛结构。

4.氩气中杂质的受控成分允许获得高质量的接缝,并提高焊接结构的疲劳强度,由于使用了不使用保护性喷嘴的焊炬,因此可以在最难以接近的地方进行焊接。

5.穿着整齐的焊工看上去真的像宇航员。 为了获得在宜居牢房中工作的许可,工人接受了培训课程,首先他们在空中进行全套设备的培训。 通常两周就足以了解一个人是否适合从事这样的工作-并不是每个人都能承受。

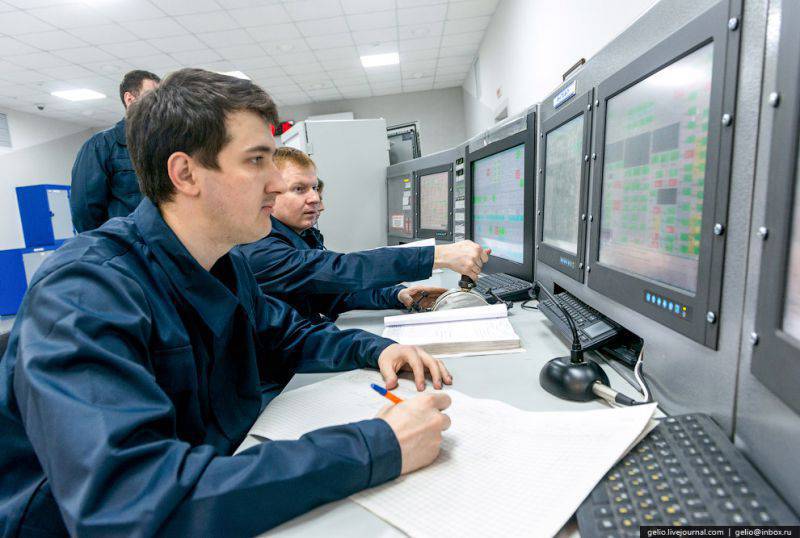
6.始终与焊工保持联系-一位专家,他会通过控制面板监视发生的情况。 操作员控制焊接电流,监控气体分析系统以及摄像机和工人的总体状况。

7.没有其他手动焊接方法可以在可居住的室内进行焊接。 接缝的质量不言而喻。

8.电子束焊接。 电子束真空焊接是全自动过程。 在UMPO,它是在Ebokam装置上进行的。 同时焊接两个或三个接缝,以最小程度的变形和零件几何形状的变化。

9.一位专家同时在多个电子束焊接装置上工作。

10.燃烧室,旋转喷嘴和喷嘴叶片组件的零件需要等离子隔热涂层。 为此,使用了机械手TSZP-MF-P-1000。

11.工具生产。 UMPO包括5个工具车间,总数约为2人。 他们从事技术设备的制造。 他们在这里制造机床,用于冷热金属加工的模具,切削工具,测量工具,用于铸造有色金属和黑色金属合金的模具。

12.用于桨叶铸造的模具的生产在CNC机器上进行。

13.现在创建模具只需要两三个月,而之前这个过程需要六个月或更长时间。

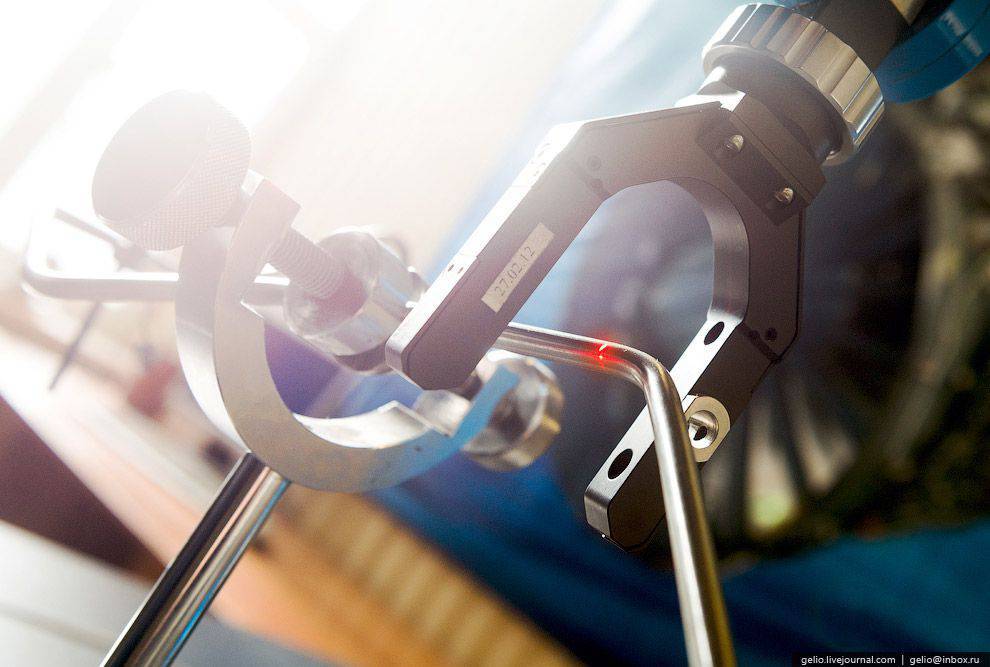
14.自动测量仪器会检测到与标准的最小偏差。 现代发动机和工具的零件必须在所有尺寸上都以最高精度制造。

15.真空渗碳。 过程自动化始终涉及降低成本和提高工作质量。 这也适用于真空渗碳。 为了渗碳-用碳使零件的表面饱和并提高强度-使用Ipsen真空炉。
一名工人足以维修烤箱。 零件经过化学热处理数小时,之后达到理想的耐用性。 UMPO专家创建了自己的程序,可以提高固井精度。

16.铸造生产。 铸造厂的制造始于制造模型。 从特殊质量中压制出不同尺寸和配置的零件模型,然后进行手工精加工。

17.大多数妇女在失蜡部门工作。

18.模型块的覆层和陶瓷模具的生产是铸造厂工艺过程的重要组成部分。

19.浇铸前,将陶瓷模具在烤箱中煅烧。

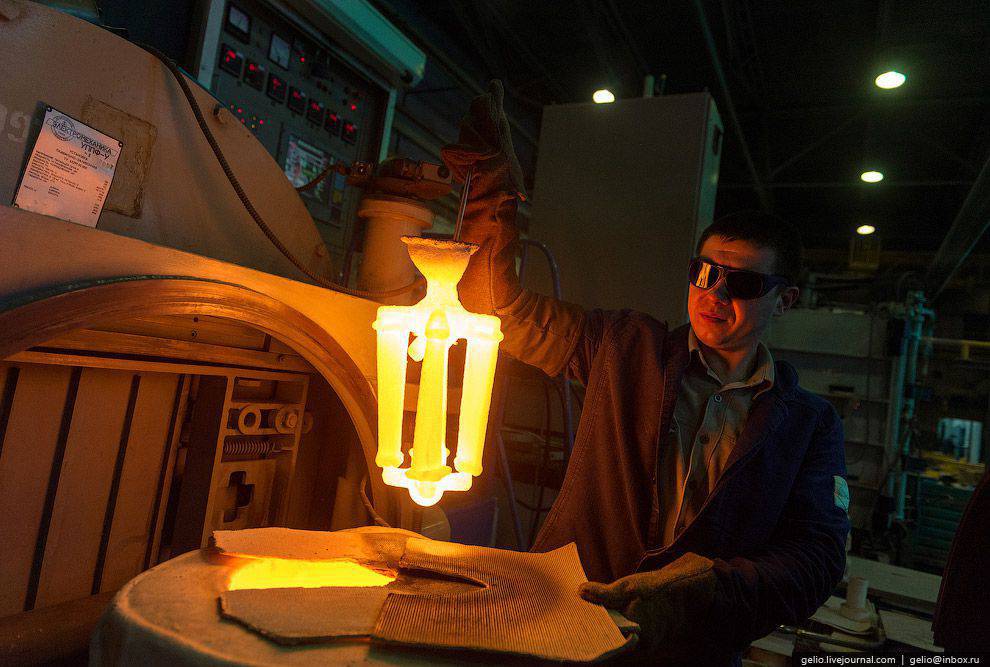
20.对陶瓷模具进行煅烧-然后将其填充合金。

21.这就是合金铸造的陶瓷模子的样子。
22.“值得称重的是金”是一种具有单晶结构的刀片。 这种刀片的生产技术很复杂,但是从各个方面来说,这种昂贵的零件也可以工作更长的时间。 每个刀片都是使用特殊的镍钨合金种子“生长”的。

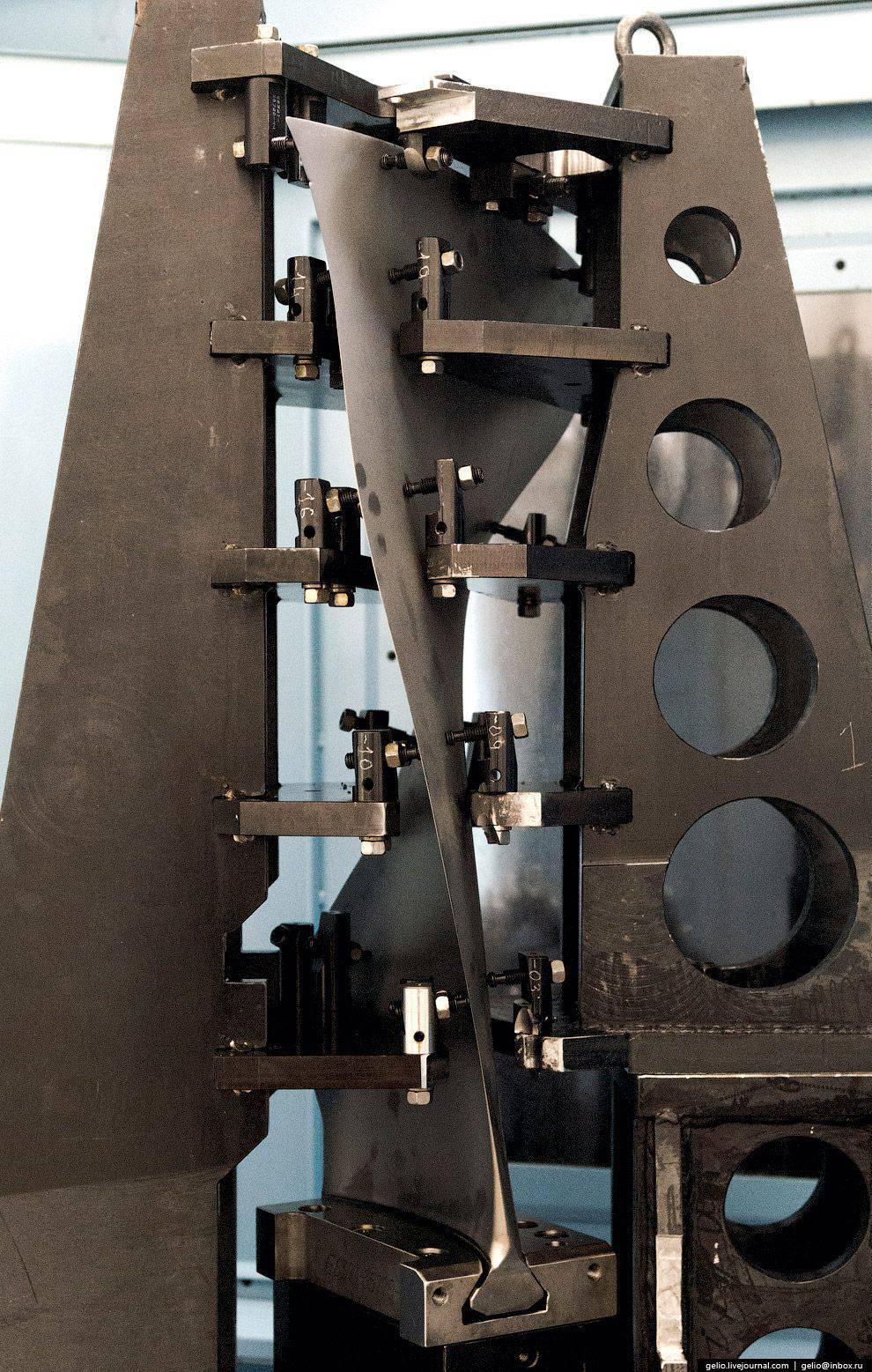
23.处理空心宽弦风扇叶片的部分。 为了生产PD-14发动机的空心宽弦风扇叶片-很有前途的民用飞机MS-21的推进系统-已创建了一个特殊的部分,在该部分中,对钛板的毛坯进行切割和加工,对锁和叶片翼型进行最终加工,包括对其进行机械研磨和抛光。 ...

24.完成叶片翼型的末端。
25.涡轮和压缩机转子生产综合体(KPRTK)是用于创建喷气驱动器主要部件的可用能力的本地化。
26.涡轮转子的组装是费力的过程,需要表演者具有特殊资格。 轴-盘-趾关节的高精度加工是发动机长期可靠运行的保证。

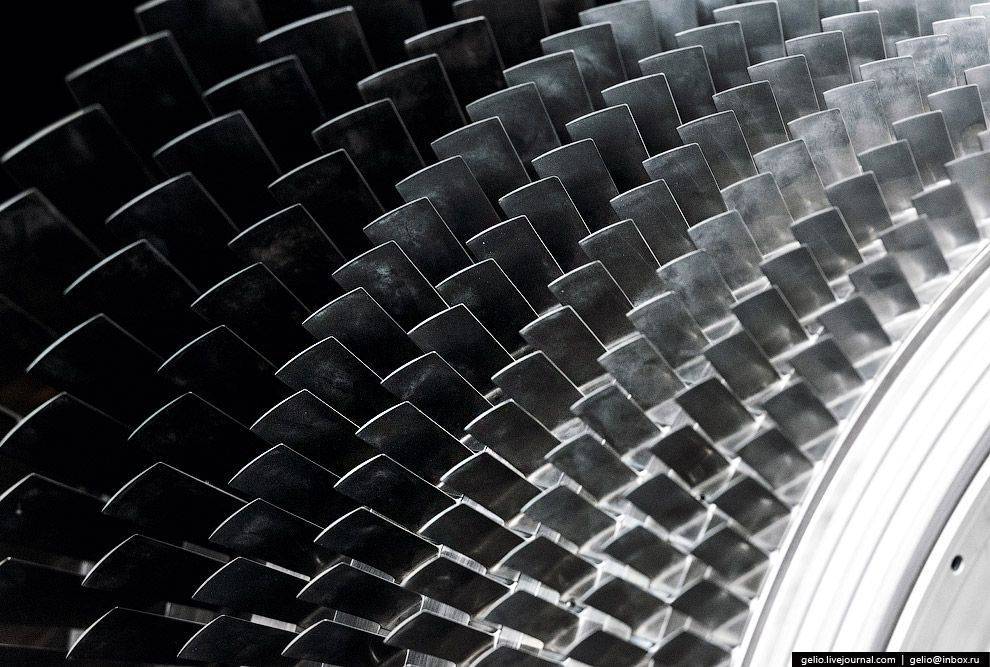
27.多级转子组装成一个整体。

28.转子平衡是由一个独特行业的代表来进行的,只有在工厂内部才能充分掌握。

29.管道和管材的生产。 为了使所有发动机组件平稳运行-压缩机在抽气,涡轮在旋转,喷嘴被盖住或打开,您需要给它们命令。 飞机心脏的“血管”是管道-它们用于传输各种信息。 UMPO拥有一个专门制造这些“容器”(不同尺寸的管道和管)的车间。

30.迷你烟斗工厂需要珠宝手工艺品-有些零件是真正的手工艺术品。

31. Bend Master 42 MRV数控机床还执行许多弯管机操作。 它弯曲钛和不锈钢管。 首先,通过非接触式技术使用标准确定管道的几何形状。 接收到的数据被发送到机器,机器进行预弯曲,或者以工厂语言-弯曲。 之后,进行管的校正和最终弯曲。

32.这就是电子管在成品发动机中的外观-将它们像蜘蛛网一样编织,并各自执行自己的任务。

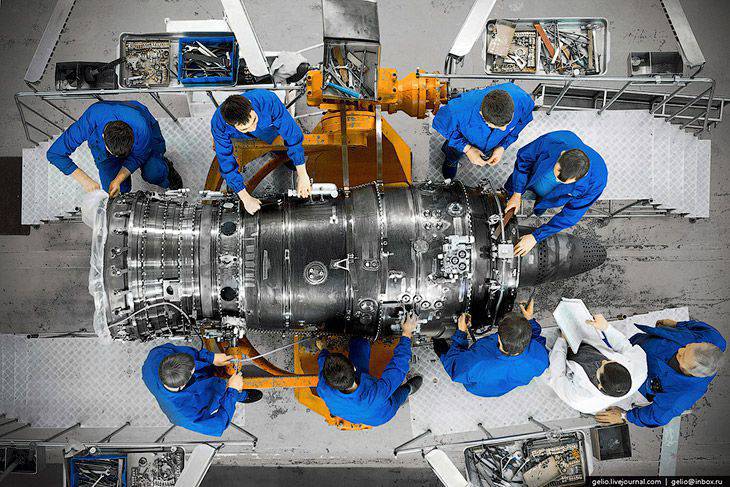
33.总装。 在装配车间,单个零件和装配体成为整个发动机。 最高学历的机械师在这里工作。

34.在车间的不同部分组装的大型模块由组装人员合并为一个整体。

35.组装的最后阶段是安装带有燃料调节单元,通信和电气设备的变速箱。 由于所有零件均由不同的车间提供,因此必须进行对准性(排除可能的振动)和对准性的强制检查。

36.承载测试后,发动机返回组装车间进行拆卸,冲洗和探伤。 首先,将产品分解并用汽油洗涤。 然后-外部检查,测量,特殊控制方法。 某些零件和装配单元也被送去了制造车间进行同样的检查。 然后再次组装发动机-进行验收测试。

37. Fitter组装了一个大模块。

38. MSR锁匠手工制造了XNUMX世纪最伟大的工程思想-涡轮喷气发动机-严格参照技术。

39.技术控制部对所有产品的无可挑剔的质量负责。 控制器在包括装配车间在内的所有领域工作。

40.在单独的地点组装了旋转喷嘴(PRS),这是将AL-31FP发动机与之前的AL-31F发动机区分开来的重要结构元素。

41. PRS的使用寿命为500小时,发动机的使用寿命为1000小时,因此必须制造两倍的喷嘴。

42.在特殊的小型支架上,检查喷嘴及其各个零件的操作。

43.装有PRS的发动机为飞机提供了极大的机动性。 喷嘴本身看起来非常令人印象深刻。

44.在装配车间中,有一个区域展示着发动机的参考样品,这些样品是在过去20-25年间制造的。

45.发动机测试。 测试飞机发动机是技术链中的最后也是非常关键的阶段。 在一个专门的车间中,承载和验收测试是在配备有用于工艺流程的现代自动控制系统的展台上进行的。

46.在发动机测试期间,使用了一个自动信息和测量系统,该系统由三台计算机组成,并被组合到一个本地网络中。 测试人员仅根据计算机的指示来控制发动机和台式系统的参数。 测试结果是实时处理的。 有关执行的测试的所有信息都存储在计算机数据库中。
47.根据技术对组装好的发动机进行测试。 该过程可能需要几天,然后拆卸,清洗并损坏发动机。 有关执行的测试的所有信息均以协议,图形,表格的形式(以电子形式和书面形式)进行处理和发布。

48.测试室的外部:测试的隆隆声唤醒了整个区域,现在外面没有任何声音可以穿透。

49. 40号商店-将所有UMPO产品发送给客户的地方。 但不仅如此-产品,单元,进货控制,保存,包装的最终验收在这里进行。
AL-31F发动机已送去包装。

50.引擎期望被整齐地包裹在包装纸和聚乙烯层中,但这还不是全部。

51.发动机放置在专为它们设计的专用容器中,该容器根据产品类型贴有标签。 包装后,有一套完整的随附技术文档:护照,表格等。
52.引擎在起作用!

企业的主要活动是涡轮喷气飞机发动机的开发,生产,维护和修理,直升机机组的生产和修理,石油和天然气工业的设备生产。
UMPO批量生产用于Su-41S飞机的AL-1F-35S涡轮喷气发动机,用于Su-31和Su-31系列的AL-27F和AL-30FP发动机,用于Ka和Mi直升机的单独装置,AL-燃气轮机驱动器俄罗斯天然气工业股份公司天然气泵站的31ST。
在该协会的领导下,正在为第五代战斗机PAK FA(前线航空的有前途的航空综合体T-50)开发一种有前途的发动机。 UMPO参与合作为俄罗斯最新的MS-14客机生产PD-21发动机,参与VK-2500直升机发动机的生产计划,以及为MiG飞机改造RD型发动机的生产。
1.在“ Atmosphere-24”可居住的室内进行焊接。 发动机生产中最有趣的阶段是在居住室内最关键的单元进行氩弧焊,这确保了焊缝的完全密封性和准确性。 特别是对于UMPO,列宁格勒研究所“普罗米修斯”于1981年创建了俄罗斯最大的焊接区之一,由两个装置“ Atmosfera-24”组成。
2.根据卫生标准,工人每天在牢房中的停留时间不得超过4,5个小时。 早晨-检查西服,进行医疗检查,然后才能开始焊接。
焊工们穿着轻便的太空服前往Atmosfera-24。 它们通过气闸的第一扇门进入腔室,将空气连接软管,关闭门并将氩气供应到腔室。 排空空气后,焊工打开第二扇门,进入燃烧室并开始工作。

3.在纯氩气的非氧化环境中,开始焊接钛结构。
4.氩气中杂质的受控成分允许获得高质量的接缝,并提高焊接结构的疲劳强度,由于使用了不使用保护性喷嘴的焊炬,因此可以在最难以接近的地方进行焊接。

5.穿着整齐的焊工看上去真的像宇航员。 为了获得在宜居牢房中工作的许可,工人接受了培训课程,首先他们在空中进行全套设备的培训。 通常两周就足以了解一个人是否适合从事这样的工作-并不是每个人都能承受。

6.始终与焊工保持联系-一位专家,他会通过控制面板监视发生的情况。 操作员控制焊接电流,监控气体分析系统以及摄像机和工人的总体状况。

7.没有其他手动焊接方法可以在可居住的室内进行焊接。 接缝的质量不言而喻。

8.电子束焊接。 电子束真空焊接是全自动过程。 在UMPO,它是在Ebokam装置上进行的。 同时焊接两个或三个接缝,以最小程度的变形和零件几何形状的变化。

9.一位专家同时在多个电子束焊接装置上工作。

10.燃烧室,旋转喷嘴和喷嘴叶片组件的零件需要等离子隔热涂层。 为此,使用了机械手TSZP-MF-P-1000。

11.工具生产。 UMPO包括5个工具车间,总数约为2人。 他们从事技术设备的制造。 他们在这里制造机床,用于冷热金属加工的模具,切削工具,测量工具,用于铸造有色金属和黑色金属合金的模具。

12.用于桨叶铸造的模具的生产在CNC机器上进行。
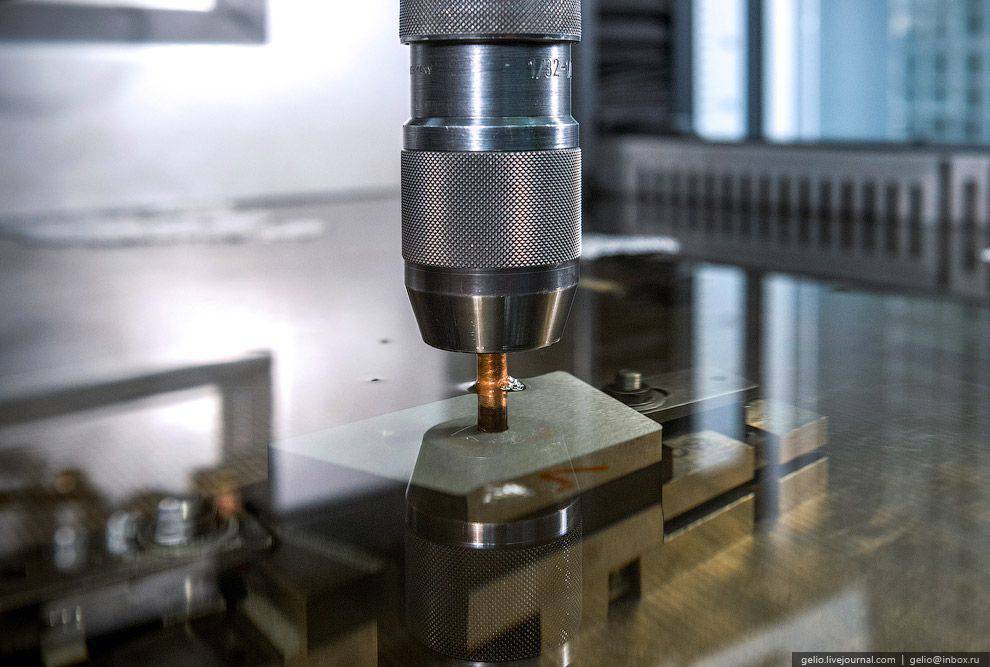
13.现在创建模具只需要两三个月,而之前这个过程需要六个月或更长时间。

14.自动测量仪器会检测到与标准的最小偏差。 现代发动机和工具的零件必须在所有尺寸上都以最高精度制造。

15.真空渗碳。 过程自动化始终涉及降低成本和提高工作质量。 这也适用于真空渗碳。 为了渗碳-用碳使零件的表面饱和并提高强度-使用Ipsen真空炉。
一名工人足以维修烤箱。 零件经过化学热处理数小时,之后达到理想的耐用性。 UMPO专家创建了自己的程序,可以提高固井精度。

16.铸造生产。 铸造厂的制造始于制造模型。 从特殊质量中压制出不同尺寸和配置的零件模型,然后进行手工精加工。

17.大多数妇女在失蜡部门工作。

18.模型块的覆层和陶瓷模具的生产是铸造厂工艺过程的重要组成部分。

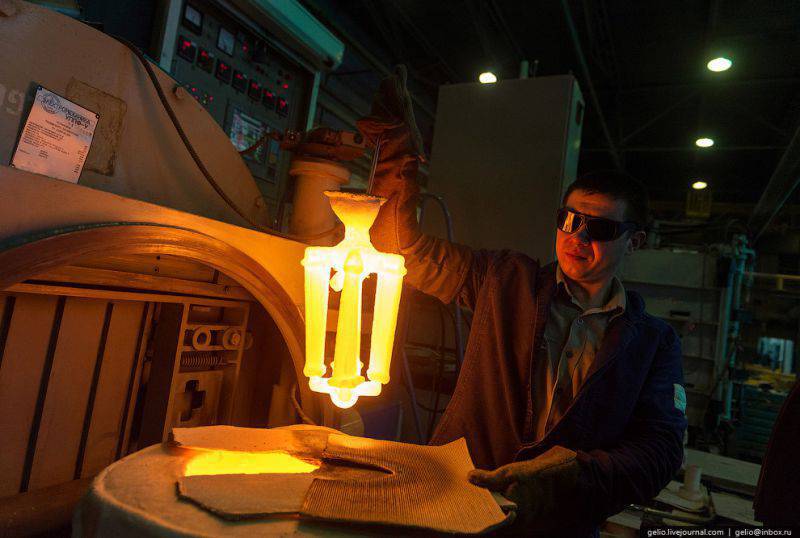
19.浇铸前,将陶瓷模具在烤箱中煅烧。

20.对陶瓷模具进行煅烧-然后将其填充合金。

21.这就是合金铸造的陶瓷模子的样子。
22.“值得称重的是金”是一种具有单晶结构的刀片。 这种刀片的生产技术很复杂,但是从各个方面来说,这种昂贵的零件也可以工作更长的时间。 每个刀片都是使用特殊的镍钨合金种子“生长”的。

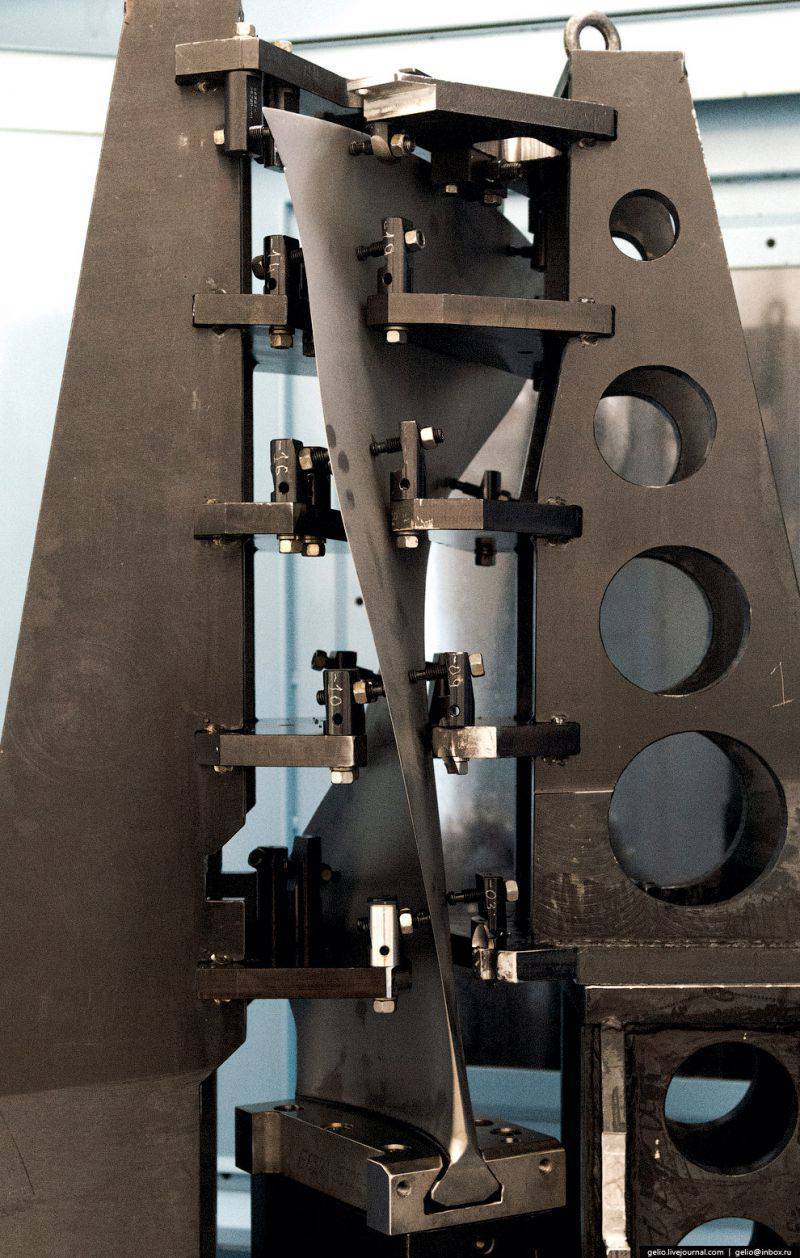
23.处理空心宽弦风扇叶片的部分。 为了生产PD-14发动机的空心宽弦风扇叶片-很有前途的民用飞机MS-21的推进系统-已创建了一个特殊的部分,在该部分中,对钛板的毛坯进行切割和加工,对锁和叶片翼型进行最终加工,包括对其进行机械研磨和抛光。 ...

24.完成叶片翼型的末端。
25.涡轮和压缩机转子生产综合体(KPRTK)是用于创建喷气驱动器主要部件的可用能力的本地化。
26.涡轮转子的组装是费力的过程,需要表演者具有特殊资格。 轴-盘-趾关节的高精度加工是发动机长期可靠运行的保证。

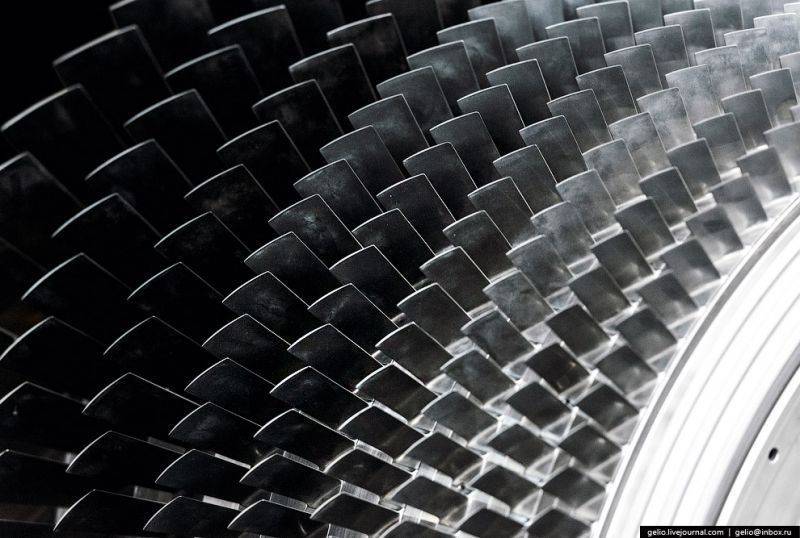
27.多级转子组装成一个整体。

28.转子平衡是由一个独特行业的代表来进行的,只有在工厂内部才能充分掌握。

29.管道和管材的生产。 为了使所有发动机组件平稳运行-压缩机在抽气,涡轮在旋转,喷嘴被盖住或打开,您需要给它们命令。 飞机心脏的“血管”是管道-它们用于传输各种信息。 UMPO拥有一个专门制造这些“容器”(不同尺寸的管道和管)的车间。

30.迷你烟斗工厂需要珠宝手工艺品-有些零件是真正的手工艺术品。

31. Bend Master 42 MRV数控机床还执行许多弯管机操作。 它弯曲钛和不锈钢管。 首先,通过非接触式技术使用标准确定管道的几何形状。 接收到的数据被发送到机器,机器进行预弯曲,或者以工厂语言-弯曲。 之后,进行管的校正和最终弯曲。
32.这就是电子管在成品发动机中的外观-将它们像蜘蛛网一样编织,并各自执行自己的任务。

33.总装。 在装配车间,单个零件和装配体成为整个发动机。 最高学历的机械师在这里工作。

34.在车间的不同部分组装的大型模块由组装人员合并为一个整体。

35.组装的最后阶段是安装带有燃料调节单元,通信和电气设备的变速箱。 由于所有零件均由不同的车间提供,因此必须进行对准性(排除可能的振动)和对准性的强制检查。

36.承载测试后,发动机返回组装车间进行拆卸,冲洗和探伤。 首先,将产品分解并用汽油洗涤。 然后-外部检查,测量,特殊控制方法。 某些零件和装配单元也被送去了制造车间进行同样的检查。 然后再次组装发动机-进行验收测试。

37. Fitter组装了一个大模块。

38. MSR锁匠手工制造了XNUMX世纪最伟大的工程思想-涡轮喷气发动机-严格参照技术。

39.技术控制部对所有产品的无可挑剔的质量负责。 控制器在包括装配车间在内的所有领域工作。

40.在单独的地点组装了旋转喷嘴(PRS),这是将AL-31FP发动机与之前的AL-31F发动机区分开来的重要结构元素。

41. PRS的使用寿命为500小时,发动机的使用寿命为1000小时,因此必须制造两倍的喷嘴。

42.在特殊的小型支架上,检查喷嘴及其各个零件的操作。

43.装有PRS的发动机为飞机提供了极大的机动性。 喷嘴本身看起来非常令人印象深刻。

44.在装配车间中,有一个区域展示着发动机的参考样品,这些样品是在过去20-25年间制造的。

45.发动机测试。 测试飞机发动机是技术链中的最后也是非常关键的阶段。 在一个专门的车间中,承载和验收测试是在配备有用于工艺流程的现代自动控制系统的展台上进行的。

46.在发动机测试期间,使用了一个自动信息和测量系统,该系统由三台计算机组成,并被组合到一个本地网络中。 测试人员仅根据计算机的指示来控制发动机和台式系统的参数。 测试结果是实时处理的。 有关执行的测试的所有信息都存储在计算机数据库中。

47.根据技术对组装好的发动机进行测试。 该过程可能需要几天,然后拆卸,清洗并损坏发动机。 有关执行的测试的所有信息均以协议,图形,表格的形式(以电子形式和书面形式)进行处理和发布。

48.测试室的外部:测试的隆隆声唤醒了整个区域,现在外面没有任何声音可以穿透。

49. 40号商店-将所有UMPO产品发送给客户的地方。 但不仅如此-产品,单元,进货控制,保存,包装的最终验收在这里进行。
AL-31F发动机已送去包装。

50.引擎期望被整齐地包裹在包装纸和聚乙烯层中,但这还不是全部。

51.发动机放置在专为它们设计的专用容器中,该容器根据产品类型贴有标签。 包装后,有一套完整的随附技术文档:护照,表格等。
52.引擎在起作用!

信息