底特律的经验交流:苏联工程师参观“福特”装甲生产厂
资料来源:kingsford.com
战略技术
在了解美国底特律的密歇根福特工厂的装甲生产特征之前,有必要简要地解释一下苏联建立装甲工业的条件。 如您所知,一切都是通过比较来学习的。
第二次世界大战期间的装甲生产是获得战略优势的最重要因素之一。 随着战争的开始,苏联陷入了灾难性的境地-所有装甲生产都集中在该国的欧洲部分。 德军的快速发展可能会完全瘫痪生产 罐 在该国预订。 战争初期,以巨大的努力将部分工厂撤离到东部,付出了巨大的代价,才有可能恢复装甲的生产。 主要的“装甲工厂”是库兹涅茨克,下塔吉尔和马格尼托哥尔斯克的冶金厂。
但是,问题不仅限于将生产转移到第一线后方的新地点。 大多数新工厂都不适合冶炼坦克装甲-战前,这些工厂是为满足亚铁冶金人民委员会的需要而服务的。 战时(Wartime)添加了自己的调整。 现在,平底炉经常有低技能的工人,这是一个严重的问题,即缺少专用的热,压和金属加工设备。 因此,盔甲生产的转移伴随着用于冶炼军用钢的技术本身的严重重组。 因此,有必要使主要的平底炉适应120-180吨的生产,但不包括扩散脱氧工艺。 装甲板和装甲零件的硬化必须在水中进行。
这样的简化只能影响装甲的质量。 对于最难制造的高硬度储罐钢8C尤其如此。 在测试中,装甲板的最初样品显示出明显的板岩和分层,在焊接和矫直过程中很容易形成裂纹。 除此之外,现场测试还显示了炮弹射击时装甲样品的过度脆性。

底特律的坦克生产。 资料来源:pinteres.com
这样的缺陷不容忽视。 在专门的TsNII-48中,他们进行了许多改进。 首先,从现在开始,应该在熔化“民用”等级的钢之后才在预热炉中熔化装甲钢。 钢材必须在平底熔炼炉中煮沸至少一个半小时,然后倒入方型或凸型模具中。 此外,冶金学家特别注意原始生铁中的硫含量(不超过0,06%)以及碳和锰。 结合其他措施,可以提高装甲质量。 尤其是减少裂缝的板岩和分层。
一个重要的问题是家用装甲的热处理技术。 简而言之,对铠装板进行淬火和回火需要花费大量时间和精力,并且缺少必要的设备。 有必要简化该过程。 在这方面,我们将举一个典型的例子。 48年,TsNII-1942的冶金学家设法简化了热准备过程,以至于仅对KV和T-34储罐的底部部分,每3230艘船体就节省了约100炉小时。
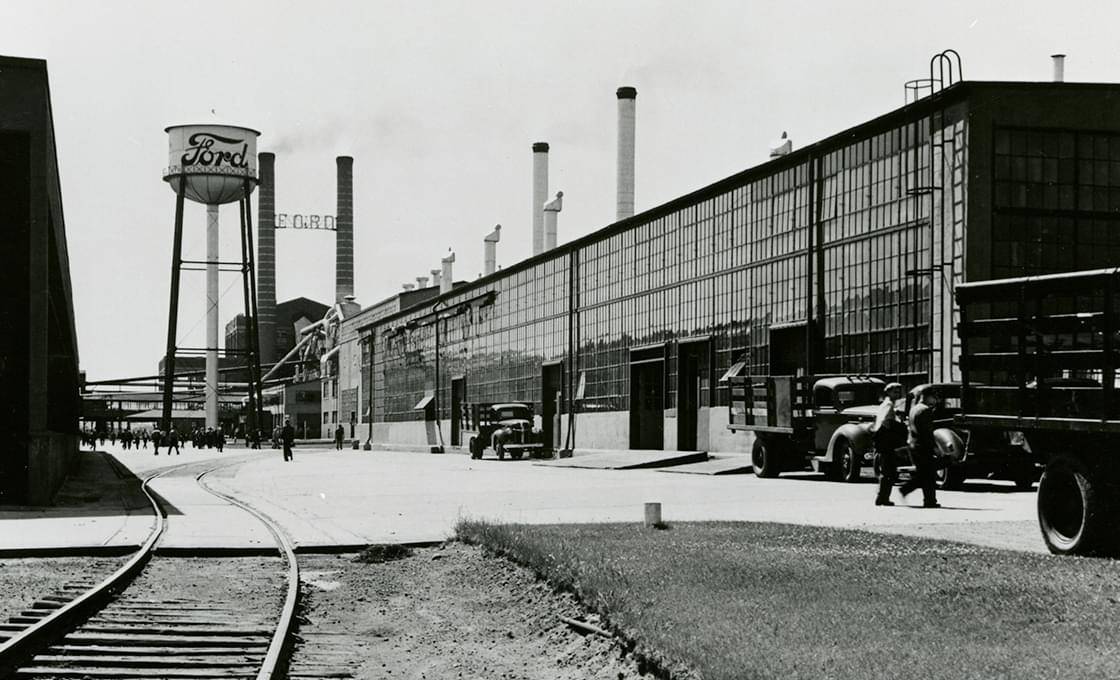
福特汽车工厂帝国的工厂之一。 资料来源:pinteres.com
尽管如此,直到苏联战争结束之前,对具有战略意义的坦克装甲的生产条件仍是遥不可及的。 关于其海外领土不受世界大战影响的海外合作伙伴的军事工业也不能说同样的话。 苏联冶金工程师必须在胜利前26天的1945年72月XNUMX日再次确认这一点。
美国奢侈品
鲜为人知 历史 俄罗斯科学院乌拉尔分校历史与考古研究所历史科学研究所候选人瓦西里·弗拉基米罗维奇·扎帕里(Vasily Vladimirovich Zapariy)宣布,苏联代表团访问了位于底特律的福特装甲厂。 这位科学家的材料基于苏联冶金学家关于俄罗斯之行的结果的报告,该报告存储在俄罗斯国家经济档案馆(RGAE)中。 应当指出,RGAE只是爱国战争时期档案文件的宝库,与军事装备的生产有关。 只需猜测档案在迄今为止的机密证据中还保留了多少秘密。
根据从底特律回来的工程师的说法,福特工厂的装甲车间是一栋建筑物,由长273米,宽30米,高约10米的两个跨度组成。 同时,商店没有熔炼盔甲。 它主要用于热处理和切割钢。 考虑到上述国内装甲生产问题,这自然引起了苏联冶金学家的特别兴趣。 福特汽车公司车间的主要生产概况是使用厚度不超过76毫米的装甲进行加工。 底特律其他工厂使用热处理过的钢板焊接轻型和中型装甲车的船体。

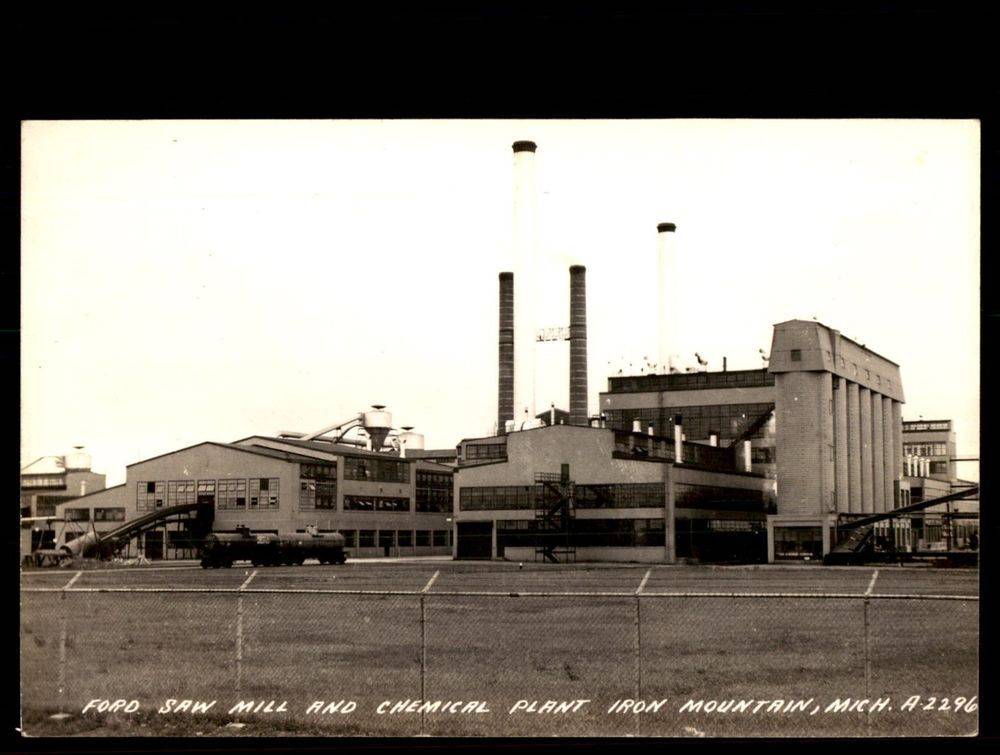
向福特工厂的装甲车间的供应大约由以下企业进行。 资料来源:pbs.org
首先,生产过程的机械化给福特车间留下了深刻的印象。 熔化和轧制后,将装甲板运送到位于美国的液压台式装载机上的热处理车间。 装载机又从车间附近的铁路平台上取下装甲。 在车间本身中,有两台桥式起重机设计用于在所有技术操作过程中移动装甲板,硬化过程除外。
为了产生装甲的必要的晶体结构,需要两台压力机(每台压力为2500吨),五台70米连续法炉和五台100米燃气回火输送炉。 通过六个泵的运行,立即将水供应到装甲硬化压机,每分钟泵出3700升以上的水。 正如国内工程师所写的那样,这种压力机设计的复杂性和成本令人望而却步,因为它们能够同时冲压和冷却炽热的装甲。 同时,对于将压力机用于厚度为30-76 mm的装甲的可取性存在疑问。 在这里,用于冷却的供水强度开始凸显。

底特律的福特工厂大楼。 战前时期的照片。 资料来源:Wikipedia.org
2500吨的压力机并不是福特装甲车中唯一的压力机。 托莱多206号压力机用于切割薄型装甲,压力达161吨。 对于厚度超过2,5厘米的装甲,仅使用火割。
在访问该企业期间,冶金学家得以掌握加固薄型防弹装甲的过程。 在1000吨的压力下,它停留了15秒钟,然后将板材送出2,5小时以在900摄氏度下淬火,并在593摄氏度下进行了四个小时的休假。
所有这些技术财富都是苏联工程师观察到的,没有算出各种“小配件”:焊接机,铣床,剪刀等。
铠装热处理的主要特征是连续不断的生产。 几乎在加工的所有阶段,钢板都在辊式和链式输送机上移动。 传送带由中央控制面板控制。 在最后一个阶段中,检查所有装甲板的布氏硬度。 在这种情况下,纸张之间的测试参数波动应最小-不超过0,2毫米。
苏联代表团对两台抛丸机特别感兴趣,这两台抛丸机几乎在每次技术操作后都会清理装甲板。 这样的完美主义和这样的奢侈只能由美国人负担,而不是战时的苦难。
信息