技术大战:焊接苏联装甲

验收 坦克 T-34,下塔吉尔183号工厂的下线。 资料来源:waralbum.ru
所有人都开战了!
高固体均质8C装甲钢成为T-34中型坦克的主要装甲,给生产过程带来了许多困难。 应当指出,在整个第二次世界大战期间,这种固体装甲车仅在苏联使用。 当然,在这方面既有积极方面也有消极方面。 在前面的部分 循环已经提到伴随着中型苏联坦克的船体和塔架焊接而产生的众多裂缝。 同时,大量的HF和IS被剥夺了:焊接中等硬度的塑料装甲更容易承受过大的应力。 自1942年初以来,装甲学院的工程师们提出了一系列措施,以简化装甲车的生产并现代化焊接技术。 决定完全不打结:例如,后车架和前车架的固定被转移到铆钉上。 在许多方面,这是对德国装甲车进行彻底研究后的借用。

T-34坦克总装车间乌拉尔坦克厂的女焊工在工作。 资料来源:waralbum.ru
现在,根据TsNII-48的要求,只能使用奥氏体焊条焊接储罐的前部和侧部,更适合于难于焊接的黑色金属等级。 总体而言,装甲车消耗的所有电极中现在多达10%(或更多)是奥氏体。 如果我们关注尼基塔·梅尔尼科夫(Nikita Melnikov)的著作“伟大卫国战争期间的苏联制罐业”中提供的数据,那么一架T-34-76上大约花费了400根电极,其中55根是奥氏体。 使用此类电极的要求之一是禁止其在高达320A的大电流模式下运行。 超过该指标会威胁到焊接区域的高温,并在冷却和开裂期间随之变形。 请注意,类似于德国国内的“装甲研究所”的职能是由陆军武器局第六部门执行的。 在他看来,油罐厂应提交船体和塔架的焊接方法,以书面形式批准。 第六部门的专家又检查了提交的材料是否符合焊接铠装TL6,TL6和TL4014的临时规范。 这些要求是为焊接厚度为4028至4032毫米的德国装甲而设计的。 正如材料中已经提到的 “焊接坦克装甲:德国经验”,德国未使用自动焊接。 当然,这严重减慢了德国坦克工业的发展速度,但是在苏联,焊接机存在一些问题。 除了毫无疑问的高质量焊接之外,焊接的自动化还需要高质量的填充材料和对工艺技术的严格遵守。 但是,引入革命性的生产方法是不可避免的费用,这种生产方法对储罐的质量和组装速度产生了如此重大的影响。

斯维尔德洛夫斯克工厂的工人,负责SU-122自行火炮的组装。 资料来源:waralbum.ru

在下塔吉尔(Nazhny Tagil)乌拉尔(Ural)坦克工厂34号通过自动焊接装置将指挥官的炮塔焊接到T-85-183坦克塔的屋顶。 资料来源:waralbum.ru
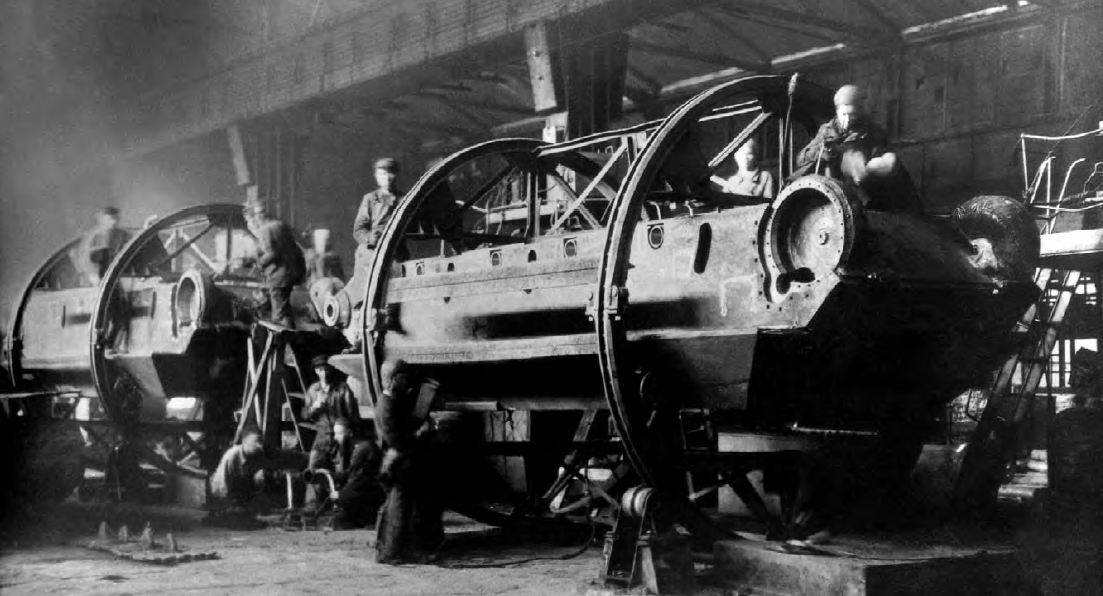
在下塔吉尔(Nizhny Tagil)的乌拉尔(Ural)坦克工厂34号中,使用自动焊接装置焊接T-183坦克的船体。 资料来源:waralbum.ru
如果发现主电极和填充焊丝被硫,碳和磷过度污染(或者相反,缺少锰或氧化锰),则直接在焊缝中形成裂纹。 仔细准备焊剂下的焊接件非常重要。 要求很严格:零件必须具有正确的尺寸,并且不会违反公差。 否则,为了焊接,必须“拉动”滑道上的零件,从而产生严重的内部应力。 是的,简单地不遵守焊接电流的强度和电压会导致接头出现缺陷:气孔,蠕变和缺乏熔深。 鉴于自动焊接机所允许的工人资格水平低下,人们很容易相信这种婚姻的可能性。 所有高素质的焊工都从事手工焊接,不会影响“ Paton机器”的焊接质量。 尽管他们参与纠正焊接机中的缺陷。


乌拉尔重型工程厂的自行炮SU-122和SU-100的船体焊接。 资料来源:waralbum.ru

铸造DT路线机枪的防弹衣的一部分。 183年第1942号工厂。 资料来源:俄罗斯国家经济档案馆
坦克工厂的生产率急剧提高,到1943年导致了一个意想不到的问题。 事实证明,其余的生产并不总是及时地进行储罐建造。 机器工作磨损,有时没有电流表来控制机器上的电流,缺少高质量的焊接电极。 所有这些都会在生产的T-34中引起周期性的“破裂”裂纹形成。 必须由TsNII-48的工厂技术人员和工程师来消除这些婚姻浪潮。
设计修订
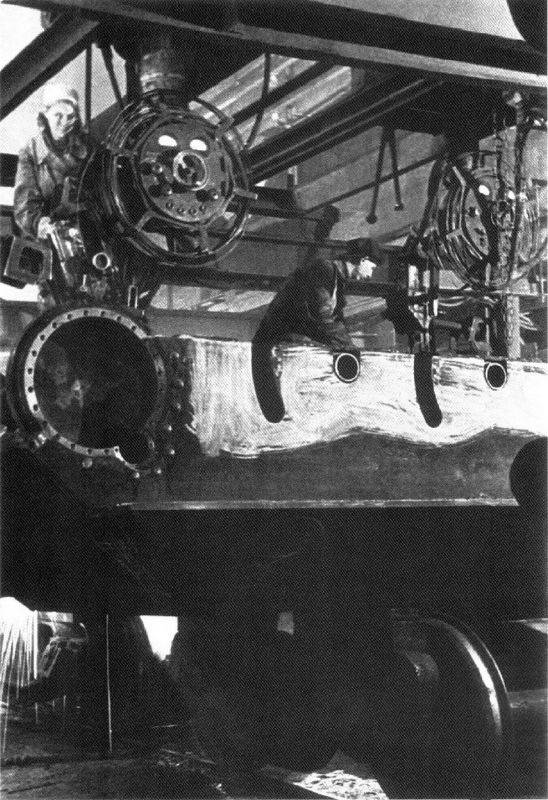
坚固的装甲和裂缝迫使工程师不仅改变了自动焊接的技术,而且改变了手工方法。 尤其是在上部前部部件承受较大的焊接和热应力的过程中,在运输机组件的焊接过程中,在DT机枪,眉毛,驾驶员铰链,安全杆和其他小物件的保护下,将输送机组件焊接到其上。 在非常小心地烫伤的机枪保护装置周围,经常会出现长达600毫米的裂纹! 体焊是在弓鼻区域,用强有力的双边接缝将其固定,该接缝带有前,后板以及怠速托架。 通常,这些零件之间的间隙不符合规范,因此必须焊缝特别大,从而留下严重的内部应力。 由TsNII-48专家在最短的时间内完成,有必要降低某些节点的刚度并减少接头中的焊接总量。 特别是,他们改变了将机翼襟翼与船体顶部的前部连接的方法。 使用预先焊接到机翼衬里的特殊软钢带“缓冲”带,可以降低接缝内部和周围的装甲的最终电压水平。 然后,我们在水箱的前板上处理了提到的“基础设施”。 现在,在新规格下焊接吊环螺栓,机枪保护装置和舱口盖铰链只能将5-6毫米的电极分成几层:至少四层! 带屋顶的储物柜,带有侧面的挡风玻璃,储物柜和屋顶以类似的方式连接。 其他所有东西都用2-3个7-10毫米电极进行烹饪。
资料来源:俄罗斯国家经济档案馆
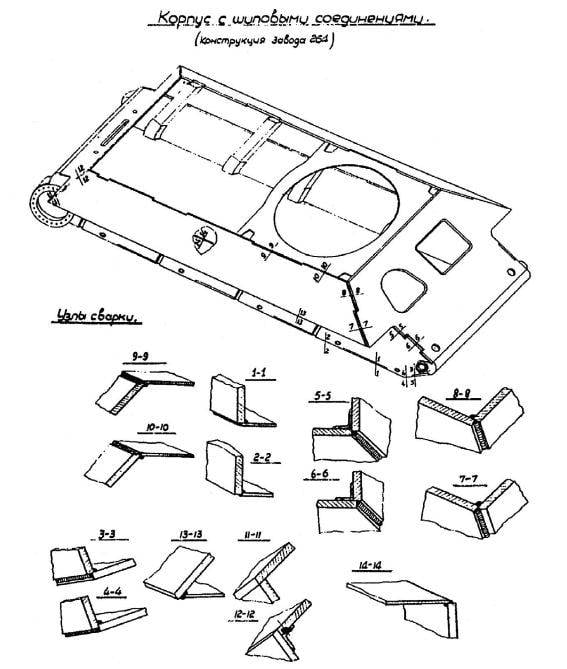
改变了T-34船体连接部分的技术。 最初,除了VLD和NLD的共轭之外,所有连接都与四分之一的图纸相同。 但是在战争爆发后不久,它们变成了尖峰,但并不能证明其本身是正确的-在接缝处切开了很多裂缝。 高硬度装甲的螺柱状连接也不是完全合适的,这也是由于焊接后强烈的局部收缩应力。 德国塑料装甲的优点不适合家用T-34。 直到1943年,最终的铰接式版本才出现在Victory Tank上,这使TsNII-48专家感到满意-前后和背对背。
倾斜器上的坦克军。 资料来源:俄罗斯国家经济档案馆
优化焊接操作的最简单方法是重型苏联坦克的船体。 HF上的四分之一装甲板连接保持不变,但内部钢筋由内部角焊缝代替。 在战争最激烈的时期,已经为重型坦克选择了用于装甲板配对的最佳配置(首先是炮击)。 如果连接角度接近90度,则最好使用“尖峰”方法或四分之一,在所有其他选项中(完全或在牙齿中)使用。 根据这些研究的结果,TsNII-48诞生了IS-2战舰船首组件上部的独特形状,当其厚度为100-110 mm时,装甲提供了对88-105 mm炮弹的全方位保护。 令人惊讶的是,在这种坚固的结构中将零件配对非常简单。
信息