胜利技术:坦克兵团的自动焊接
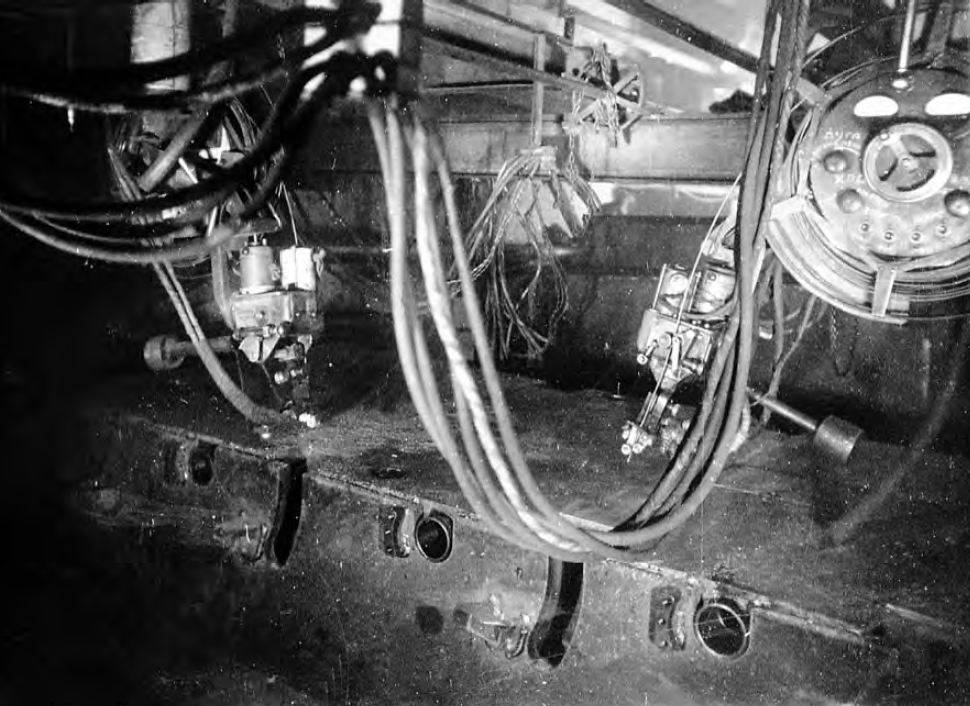
自动压焊机 短歌 T-34,下塔吉尔183号工厂的底部。 资料来源:俄罗斯国家经济档案馆
驯服盔甲
T-34中型坦克的船体和塔架生产中的主要问题之一是零件焊接处的裂纹形成。 关键是8C装甲的高硬度,即在焊缝附近形成小裂缝或微裂纹。 装甲车生产后首次出现焊接后残留应力的感觉并没有,但随着时间的流逝,它会出现长达500毫米的裂纹。 当然,所有这些降低了坦克装甲的抗冲击性。 为了解决这个问题,在组织撤离企业的生产之后,立即于1942年下半年介入了来自装甲研究所(TsNII-48)和苏联科学院电焊研究所的专家。 研究在两家企业进行:位于下塔吉尔的183号乌拉尔坦克工厂和位于斯维尔德洛夫斯克的乌拉尔重型工程工厂。 从七月到十月,冶金学家和材料科学家总共研究了大约9500个装甲零件的焊接过程中的裂纹形成。 该研究的目的是找到8C装甲的最佳化学成分。 事实证明,在这种情况下,装甲中最重要的成分是碳。 如果其在铠装中的含量大于0,25%,则在焊接区域中的硬化区的硬度急剧增加,这不可避免地导致破裂。
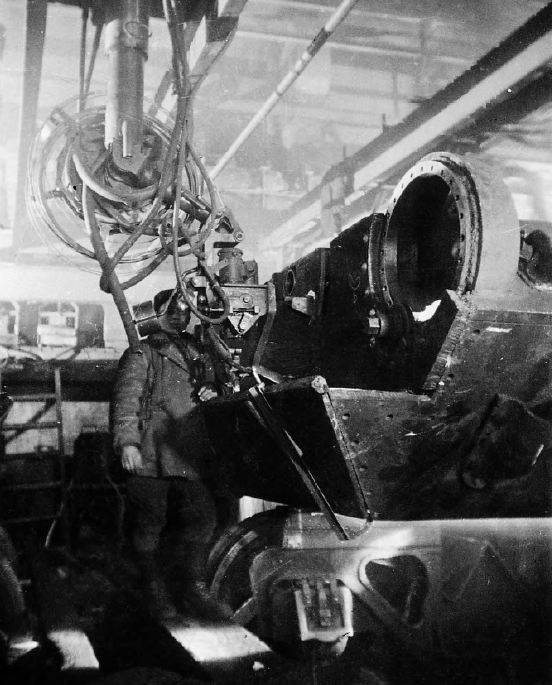
T-34-85罐体的自动埋弧焊安装。 183年第1944号工厂。 资料来源:俄罗斯国家经济档案馆
但是要在和平时期确保装甲钢中如此低的碳含量并不容易,但在战时通常似乎是不可能的。 通过使用奥氏体焊条,多辊焊接系统和焊接后的低结回火,焊接周期中的“化妆品”变化很小,从而可以将碳含量的上限提高到仅0,28%。 顺便说一句,在德国的坦克工业中,他们没有听说过对坦克装甲如此严格的要求-平均而言,碳的比例在0,4-0,5%的范围内。 解决焊接区域中出现裂纹问题的方法是将零件初步加热到150-200摄氏度,然后在将零件焊接到100度30分钟后缓慢冷却零件。 为此,铠甲研究所开发了特殊的感应器,用于在气割区或焊缝中对铠装零件进行局部加热。 在乌拉尔重型工程工厂,感应器用于焊接前部与侧面和顶盖的接合处,以及在罐的硬化侧部切出平衡孔时。 因此,解决了中碳铠装板在焊接过程中开裂的问题。 随着时间的流逝,斯维尔德洛夫斯克工厂的实践扩展到了其他坦克工厂。
电焊机
1941年48月,根据人民委员会会议的命令,苏联科学院电焊研究所被撤离至下塔吉尔(Nizhny Tagil)。 因此,Uralvagonzavod首次引入了在通量下对罐体进行自动电弧焊接的原因。 当然,这项技术以前是已知的,但是Evgeny Oskarovich Paton院士和中央研究院1942的研究人员能够使它适用于焊接铠装钢。 弗拉基米尔·伊万诺维奇·迪亚特洛夫(Vladimir Ivanovich Dyatlov)是推动铠装焊接发展的杰出科学家之一。 他与Komintern Kharkov工厂的员工一起,通过在焊接熔池中引入低碳焊丝来解决了焊接过程中铠装开裂的问题(下文有更多介绍)。 1943年,世界上第一位科学家发现了带有熔化电极的电弧过程的自调节现象,从而可以大大简化焊接机进给机构的设计。 而且,由于这个原因,有可能制造相对简单,更可靠和更便宜的单电动机焊接头。 没有Dyatlov,就不可能基于Ashinsky冶金厂高炉木炭炉产生的炉渣(称为“ ShA炉渣通量”)来产生有效的炉渣。 自1944年XNUMX月以来,这位科学家领导了Uralvagonzavod焊接实验室,并一直担任这一职位,直到XNUMX年,直到他被调任到造船技术中央研究院为止。
但是回到传说中的T-34,如果不对183号工厂和UZTM工厂的装甲船体(塔)进行自动焊接,它将永远不会成为如此庞大的坦克。 使用自动焊接机可以将焊接时间减少3–6,5倍。 同时,每个战车军团至少使用40线性米的焊缝。

尤金·奥斯卡罗维奇·帕顿院士。 资料来源:patom.kiev.ua
除T-34外,车里雅宾斯克第200装甲船体工厂还使用了帕顿院士的焊接技术。 在它的帮助下,KV罐壳的底部被煮熟,每台机器的接缝总长约为15线性米。 同样重要的是,铠装焊接的自动化可以吸引低技能的工人进行生产-整个战争中长期缺乏焊接大师。 自1942年19月以来,下塔吉尔(Nizhny Tagil)一直在运行独特的储罐输送机,其中运行着280个自动埋弧焊装置。 评估创新的规模-从而释放了57名高质量焊工从事其他工作,并用1942名低技能工人代替了他们。 叶夫根尼·奥斯卡罗维奇·帕顿院士本人在XNUMX年XNUMX月写给苏共(C.)斯维尔德洛夫斯克地区委员会坦克工业部部长的备忘录中,谈到了引入自动焊接的有效性(引自N.梅尔尼科夫的书“伟大卫国战争期间的苏联坦克工业”)。
“由于在焊剂层下实现高速自动焊接的高生产率,焊接体的使用期限将显着减少,劳动力,电力和电极丝的消耗将减少。”
可以在OAO NPK Uralvagonzavod展览馆的档案库中找到人工和自动焊接时间的比较。 按照它们的规定,例如对于T-34塔架高架部分的焊接,焊工只需要40个小时多一点的时间,而自动焊接只需XNUMX分钟即可完成。 使用手动焊接的底部接缝在三个小时内煮沸,而在自动模式下则在一小时内煮沸。
争取接缝
不能说自动焊接机在一夜之间出现在苏联坦克工业的装配厂。 首先,在装甲产品的生产中,手工焊接的份额仍然很高,其次,首先,对于技术本身,并不是所有的事情都很顺利。 无法赋予焊缝足够的延展性-冷却后,焊缝变硬变脆。 当然,这最不利地影响了装甲的弹丸阻力。 在分析了原因之后,发现这完全是超过焊接金属的熔深,将焊丝的金属与母材混合,并使焊接金属显着合金化。 上面提到的由I. F. Sribny领导的TsNII-48和由V. I. Dyatlov领导的焊接学会的小组提出并测试了以下焊接“叛逆”装甲8C和2P的方法。 首先,这是多道焊,这是当机器分几步将待焊接零件连接在一起时。 这样可确保关节的穿透力小,并形成耐用且易延展的接缝。 显然,这种技术在战时条件下不是最有效的:尽管如此,与单道次相比,多道次焊接需要很多时间。
T-34-85储罐塔顶自动埋弧焊安装。 112年,第1945号工厂“ Red Sormovo”。 资料来源:俄罗斯国家经济档案馆
中央研究院48和焊接学会的第二种方法是在切割焊缝时铺设低碳钢丝,以减少铠装金属的“消化”。 结果,冷却后的接缝变得更加可塑性,焊丝严重降低了接缝内部的温度,但也使自动焊接机的生产率提高了一倍。 事实证明,这是最有效的技术,后来甚至得到了改进。 一种新的“两根焊丝”焊接方法,其中将第二根(填充)焊丝(未连接到电流源)以与电极丝成一定角度的方式送入接缝槽中。 计算第二根焊丝的供应量和直径,以使从第二根焊丝沉积的金属量等于从沉积的电极丝沉积的金属量,即第二根焊丝的直径应等于电极丝的直径,并且进给速度应相同。 但是,由于需要将自动压头从送入一根金属丝重新装备到送入两根金属丝,因此该方法的实施被推迟,并被棒材堆放方法代替。 不过,这种方法已经在1942年183月至XNUMX月XNUMX日应用于工厂XNUMX号,用鼻梁焊接了一批坦克的船体鼻下片。

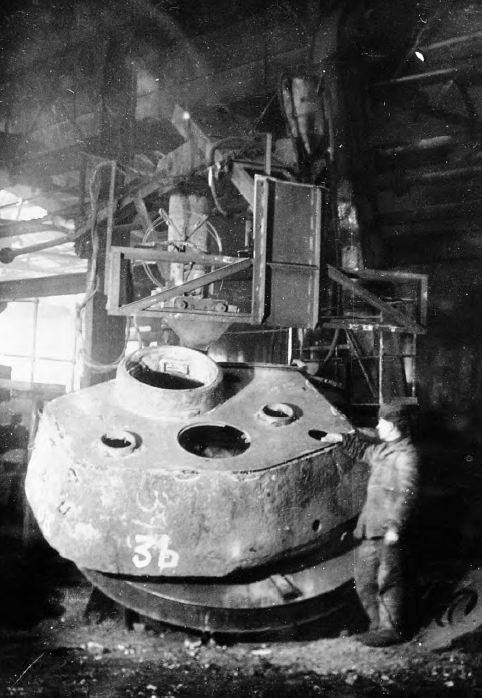
在Nizhny Tagil 34号工厂的T-85-183储罐塔顶自动埋弧焊安装。 1944年。 资料来源:俄罗斯国家经济档案馆
坦克兵(塔)焊接自动化的困难是一项组织计划。 值得记住的是,以前从来没有将焊接机串联组装,实际上是焊接协会试生产的产品。 这就解释了坦克行业新技术发展的缓慢。 因此,到1942年底,坦克工厂只有30到35台自动焊接机,这自然是不够的。 因此,萨尔茨曼人民委员会(I.M. Zaltsman)根据200年28月1943日的183c号命令在7号工厂订购,到1月中旬再安装8台自动焊接设备,到15月5日之前在Ural Heavy Engineering工厂安装200台自动焊接设备,并要求XNUMX台设备在XNUMX月XNUMX日之前交付给车里雅宾斯克工厂。 XNUMX号 此步骤是使国内坦克行业达到急需的履带装甲车前端计划产量的众多步骤之一。
待续...
信息